Deaerator – Principle, Types, Process Control, Purpose, Design, Benefit and Boiler Efficiency
Deaerators are normally used in any Chemical Process Industry or in Power Plants where boiler is employed for steam production from boiler feed water. Deaerator solves the purpose of removal of unwanted dissolved gases and dissolved oxygen from the boiler feed water before entering into boilers. Most of the deaerators are designed in such a way that the dissolved oxygen content in the outlet water is about 7 ppb wt%
De-aerator works based on Henry’s Law and Inverse Solubility of Water
Henry’s Law
The law state that: at a constant temperature, the amount of a given gas that dissolves in a given type and volume of liquid is directly proportional to the partial pressure of that gas in equilibrium with that liquid. The partial pressure of dissolved gas in a de-aerator can be decreased by adding steam, its solubility decreases and also causes the gas to escape from the water.
Inverse Solubility of Water
The principle state that increased water temperature decreases the dissolved oxygen content within the water. Thus injecting steam in De-aerator increases the water temperature. The solubility of the dissolved gas reduces and also causes the gases to escape the water.
Types of De-aerators
1. Tray types De-aerator
Tray type deaerators contain perforated trays at the top section. The bottom portion has enough volume for storage of boiler feed water. Feed water enters through the perforated trays area, the design of the perforated section is design in such a way that the feed water will have enough contact with the steam thereby increasing the resident time. The water proceeds to the horizontal storage section through the sparger pipe to withdrawn the remaining traces of dissolved gases and keep the stored water at its saturation temperature.
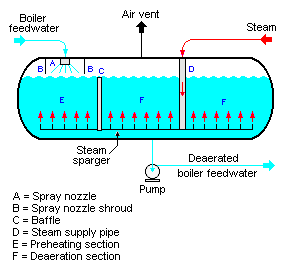
2. Spray type Deaerator
Spray Deaerator type deaerator contains spray nozzle in feed water entry space. it’s then preheated and deaerated and sent to storage section. In storage section also steam is additional to stay the water at its saturation temperature.
Process Control system in Deaerator
Steam Pressure Control
Deaerator uses Low pressure steam from the process plant at a pressure range between 0.5 to 1.5 bar. The low pressure steam sources may be any one of the following: Extraction from back pressure turbines, Flash steam recovered from Boiler blow down or Letdown steam from High pressure steam header through pressure reducing valve. Steam pressure inside the deaerator has to be maintained to facilitate the removal of dissolved gases from water and also to provide adequate NPSH to boiler feed water pump. Deaerators are normally installed at high elevation in order to provide enough NPSH in the event of failure in steam pressure control also. Pressure Relief valve is also fitted to avoid pressurization of deaerator due to malfunctioning of pressure control valve.
Water Level Control
Main sources of water to deaerator are Treated water from water treatment plant and steam condensate from the condensing type turbines. During the stable plant operation the water balance is maintained and during any upset in the above said sources water level fluctuates and control is essential. High level and low level alarms are provided. Low level may lead to starvation of feed water in Centrifugal Pump and High level leads to water entry into steam header. Therefore overflow drain is installed to drain the water if very high level is reached.
Why Should Plants Use a Deaerator for Boiler Feed Water?
Deaerators are large, tank-car-shaped, pressure vessels designed to produce preheated boiler feed water and bolster the efficiency of the boiler’s operation. In addition to preheating the feedwater, deaerators remove oxygen and carbon dioxide. These vital pieces of equipment are available in a variety of shapes, sizes, steam pressure ratings, and capacities. Continue reading to learn more about how a deaerator for boiler feed water can bolster performance and efficiency.
Why Should Plants Utilize a Deaerator?
Depending on the design and size of your plant, the amount of feed water required can be small or exceptionally large. Certain applications allow the steam condensate to be recycled back into the boiler and be used as a component of the feed water. The rest of the water comes in as makeup or fresh water.
Whether the makeup water is sourced from a water well or your local utility, it will usually be cold, contain a lot of oxygen, as well as other dissolved gases. Regardless of the amount of condensate returns you produce, the makeup water must be appropriately conditioned before it is processed as feedwater.
Goals of a Deaerator
Chemical and mechanical deaeration are both integral parts of modern boiler water protection. When mechanical deaeration is coupled with other external treatment aspects (chemical deaeration), it provides the highest quality feed water for boiler use. According to the 2015 ASHRAE handbook on water treatment, this conditioning process looks to achieve four different goals:
- Heat the cold water to prevent thermal shock to boiler.
- Remove dissolved oxygen to reduce the need for other water treatment chemicals.
- Remove other dissolved gas to prevent carbonic acid corrosion and oxygen pitting.
- Remove non-condensable gases to bolster steam potential and efficiency.
Deaerator Design
A mechanical deaerator is specifically designed to achieve three of the goals mentioned above. The equipment is usually elevated to generate additional pressure on pumps that are situated at a lower level. This setup allows the hotter water to be pumped without locking up in the event steam enters the pump. Deaerators are commonly a combination of two different vessels:
- One vessel for scrubbing or removing non-condensable gasses and oxygen.
- A second vessel for holding hot feedwater.
This two vessel design provides superior efficiency and results – in comparison to only having a single steam heated feed water tank. The first vessel effectively scrubs the water and breaks it up into tiny droplets, so dissolved gases and oxygen are removed.
After being removed, the gases are vented out before being fed through to the storage section. As a result of the process, higher quality feed water is produced with lower concentrations of non-condensable gases and dissolved oxygen. This leads to superior steam quality and reduced operating costs.
Benefits of Deaerators for Boiler Feed Water
Deaerators for boiler feed water offer a long list of benefits to virtually any steam-plant system. Some of the key benefits include:
- Removal of carbon dioxide (CO2) and oxygen (O2) from feed water to reduce corrosion.
- Serves as a surge collection source for condensate return from the process.
- Increases efficiency from preheating feed water.
- Blends cold makeup water and hot condensate.
- Provides a location for blending and feeding chemicals and testing protocol.
- Store treated water in a reserve storage for load change.
- Provides a convenient location for feedwater test data and instrument controls.
- Delivers a continual, pressurized supply of water to boiler feed pumps
- Helps to ensure precise pressure inside of the boiler and drum water level.
Boiler Efficiency and Deaerator Performance
Deaerators for boiler feed water are a vital component to a reliable feed water system. At the same time, it can be the heart of your thermal-energy and boiler mass-flow database used to identify energy-saving opportunities and critique plant operations.
Whether you’re operating a smaller 300-hp firetube unit or a larger 80,000-pph watertube boiler system, failure to effectively monitor feed water system performance can lead to significant energy loss. If boiler efficiency is not at peak performance, a critique of the feedwater system and implementation of a deaerator for boiler feed water can be revealing.
Author: Ebenezer Blay EBL ENGINEERING LIMITED